
Tepelně smrštitelná izolační hadička

aplikace
1. Používá se pro střední napětí do 36kV
2.Ochrana proti vlhkosti a tlaku
3.Vhodné pro kabelové zakončení a mezipřipojovací izolační ochranu
Vlastnosti
1. Tavné lepidlo poskytuje lepší vodotěsnost
2. Typ povlaku: filmový povlak
3. Vynikající odolnost proti korozi
4. Odolnost vůči UV záření a povětrnostním vlivům
5.Bez halogenů
6.Vynikající elektrické a mechanické vlastnosti
7.Poměr smrštění 3:1
8.Střední stěna
Vlastnosti
1. Preferovaná funkce elektrického spotřebiče
2. Spolehlivá izolace
3.Super hermetické těsnění
4. Vynikající odolnost proti teplu / chladu, voděodolná, proti stárnutí,
5.Široce používané v oblasti elektrické energie, elektroniky, ropy, chemického inženýrství, stavebnictví a komunikace
Výroba teplem smrštitelných hadic musí nejprve vybrat vhodnou předsměs a poté vybrat pomocné materiály pro výrobu specifických
Tepelné pouzdro.
1. Výrobní proces teplem smrštitelné trubice je nejprve výroba předsměsi polyenových pijavic: kombinování různých základních materiálů polyenových pijavic s různými funkčními pomocnými materiály
Materiály se zváží podle poměru složení a poté se smísí: smíchané materiály se vloží do dvoušnekového extrudéru a peletizují za vzniku předsměsi s funkční polyenovou pijavicí.
2. Proces formování produktu: podle tvaru produktu lze použít dva způsoby vytlačování jednoho šroubu a vstřikování.
Pro zpracování a výrobu:
1. Jednošnekový typ vytlačování: používá se hlavně pro vytlačování trubek chladiče, jako jsou jednostěnné teplem smrštitelné trubky, dvoustěnné teplem smrštitelné trubky s lepidlem a střední tloušťka
Nástěnné trubky chladiče, vysokotlaké trubky chladiče přípojnic, vysokoteplotní teplem smrštitelné trubky a další produkty jsou všechny zpracovány a formovány vytlačováním jedním šroubem.
Linka na výrobu teplem smrštitelných trubek by měla mít následující vybavení: extrudér (tvarování trubek chladiče), výrobní formu, nádrž na chladicí vodu, napínací zařízení a
Diskové zařízení atd.
2. Vstřikování: používá se hlavně pro výrobu teplem smrštitelných dílů speciálního tvaru, jako jsou čepice chladiče, teplem smrštitelné sukně deštníků, teplem smrštitelné postýlky na prsty a další výrobky
Všechny používají vstřikování a výrobní zařízení by mělo zahrnovat vstřikovací stroje a vstřikovací formy.
3. Dalším důležitým krokem je radiační síťování.Produkty vytvořené vytlačováním nebo vstřikováním jsou stále lineární molekulární struktury.
Struktura, produkt ještě nemá „paměťovou funkci“ a výkon teplotní odolnosti, odolnosti proti stárnutí a odolnosti proti opotřebení nestačí.
Změňte molekulární strukturu produktu.Metoda, kterou obvykle používáme, je modifikace zesíťování zářením: zesíťování zářením urychlovače elektronů, záření zdroje kobaltu
Zesíťování, peroxidové chemické zesíťování, v tomto okamžiku se molekula mění z lineární molekulární struktury na síťovou strukturu.Extrudované výrobky procházejí
Po zesítění má „paměťový efekt“, který výrazně zvyšuje teplotní odolnost, mechanické vlastnosti a chemické vlastnosti teplem smrštitelné trubice.Konkrétní tabulka
Nyní se trubka chladiče změnila ze stavu tolerance na nekompatibilní, odolnost proti stárnutí, odolnost proti otěru a chemická odolnost proti korozi.
4. Expanzní tvarování: Produkt modifikovaný radiačním síťováním již má „efekt tvarové paměti“ a má vysokou
Netavící se výkon pod teplotou.Po zahřátí na vysokou teplotu, vakuovém foukání a ochlazení se z něj stane hotová teplem smrštitelná trubice a poté podle trubice
Skutečná situace balení a uzávěru hotového výrobku může být také řezána a potištěna podle potřeb zákazníka.K dispozici je také neutrální normální balení.
Výkon
| Test | Testovací metoda | Požadavek |
| Provozní teplota | UL 224 | -50 až +125 ℃ |
| Pevnost v tahu | ASTM D 2671 | ≥14 Mpa |
| Prodloužení po přetržení | ASTM D 2671 | >400 % |
| Prodloužení při přetržení po tepelném stárnutí | ASTM D 2671 158℃/168hod | ≥300 % |
| Podélné smrštění | UL 224 | 0±5% |
| Částečná míra stěny | ASTM D 2671 | <30 % |
| Zpomalení hoření | VW-1 | Složit |
| Objemový odpor | IEC 93 | >1014Ω.m |
| Stabilita mědi | UL224 | Složit |
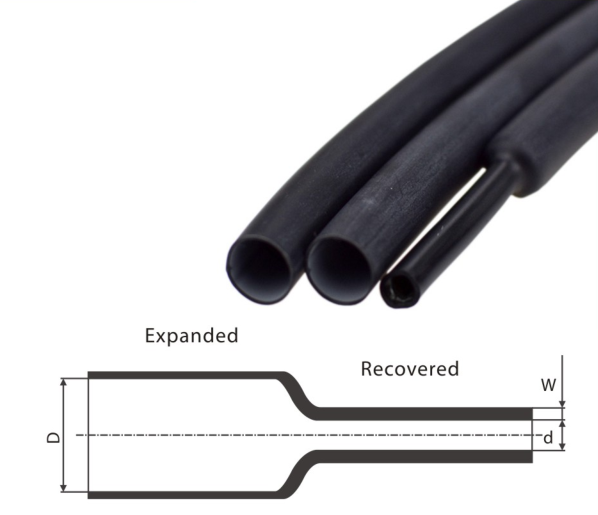
| Typ | Rozsah průměru aplikace (mm) | Rozbaleno (mm) | Obnoveno (mm) | |
| D(min) | d (max.) | W(min) | ||
| RSG-15/5 | 4,5-8 | 15 | 5 | 1.5 |
| RSG-20/8 | 6,5-14 | 20 | 8 | 1.8 |
| RSG-28/10 | 12-18 | 28 | 10 | 1.8 |
| RSG-35/14 | 17-27 | 35 | 14 | 2 |
| WRSG10-28/10 | 6,5-14 | 28 | 10 | 2.2 |
| WRSG10-34/14 | 17-27 | 34 | 14 | 2.3 |
| WRSG10-40/18 | 17-30 | 40 | 18 | 2.5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2.5 |
| WRSG35-50/20 | 17-35 | 50 | 20 | 3 |
| WRSG35-60/22 | 21-45 | 60 | 22 | 3 |
| WRSG35-70/25 | 24-52 | 70 | 25 | 3 |





